
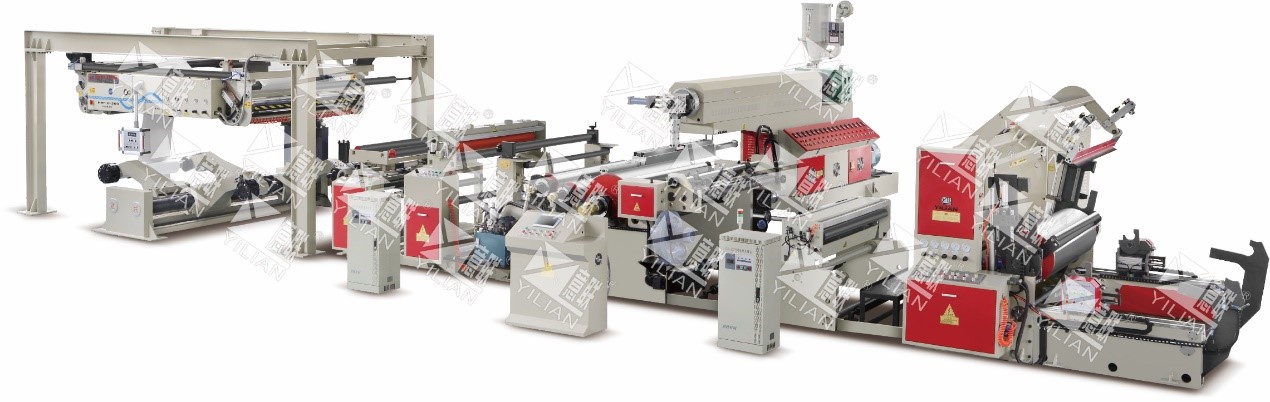




WSFM1300C ავტომატური ქაღალდის PE ექსტრუზიის საფარის მანქანა
| კოსტუმი ლამინირების ფისი | LDPE, PP და ა.შ |
| კოსტუმის ბაზის მასალა | ქაღალდი (80-400 გ/მ²) |
| მაქსიმალური მექანიკური სიჩქარე | 300 მ/წთ (სამუშაო სიჩქარე დამოკიდებულია საფარის სისქეზე, სიგანეზე) |
| საფარის სიგანე | 600-1200, გიდის როლიკერის სიგანე: 1300 მმ |
| საფარის სისქე | 0,008-0,05 მმ (ერთი ხრახნიანი) |
| საფარის სისქის შეცდომა | ≤±5% |
| ავტომატური დაძაბულობის დაყენების დიაპაზონი | 3-100 კგ სრული ზღვარი |
| ექსტრუდერის მაქსიმალური რაოდენობა | 250 კგ/სთ |
| რთული გაგრილების როლიკერი | ∅800×1300 |
| ხრახნის დიამეტრი | ∅110 მმ შეფარდება 35:1 |
| მაქსიმალური განტვირთვის დიამეტრი | ∅1600 მმ |
| გადახვევის მაქსიმალური დიამეტრი | ∅1600 მმ |
| გადახვევის ქაღალდის ბირთვის დიამეტრი: 3″6″ და გადახვევის ქაღალდის ბირთვის დიამეტრი: 3″6″ | |
| ექსტრუდერი ამოძრავებს 45 კვტ | |
| სულ სიმძლავრე | დაახლოებით 200 კვტ |
| აპარატის წონა | დაახლოებით 39000 კგ |
| გარე განზომილება | 16110 მმ×10500 მმ ×3800 მმ |
| მანქანის სხეულის ფერი | ნაცრისფერი და წითელი |
1. ნაწილის განტვირთვა (PLC-ით, სერვო გადახვევით)
1.1 ჩარჩოს გადახვევა
სტრუქტურა: ჰიდრავლიკური ლილვის გარეშე გასახსნელი ჩარჩო
BA სერიის სპლაისერი წარმოადგენს ლამინირების ხაზის განუყოფელ ნაწილს და დამონტაჟებულია რულეტის სადგამზე ხიდის სტრუქტურის ქვეშ. იგი იძლევა უწყვეტობის გაშვებას არსებული ქაღალდის რულონის შემდეგ ქაღალდის რულონზე წარმოების შეწყვეტის გარეშე.
სპლაისერის გვერდით ჩარჩოებში არის 2 მოძრავი შედუღების თავი და მოძრავი ცენტრალური საყრდენი განყოფილება. მის ზემოთ არის 2 ცალი რულონი.
Capstan Roll, Reverse idler Roll და Double Dancer სისტემა ქმნის ქაღალდის დაგროვების განყოფილებას, რომელსაც შეუძლია ქაღალდის დაგროვება სპლაისერის სიგრძეზე 4-ჯერ მეტი.
მანქანა ფუნქციონირებს აპარატის საოპერაციო პანელის მეშვეობით
ქაღალდის დამაკავშირებელი სიჩქარე მაქს.300მ/წთ
ა) როდესაც ქაღალდის სიძლიერე 0,45 კგ/მმ-ზე მეტია, მაქს. 300 მ/წთ;
b) როდესაც ქაღალდის სიძლიერე 0,4 კგ/მმ-ზე მეტია, მაქს. 250 მ/წთ;
c) როდესაც ქაღალდის სიძლიერე 0,35 კგ/მმ-ზე მეტია, მაქს. 150 მ/წთ;;;
ქაღალდის სიგანე
მაქს. 1200 მმ
მინ. 500 მმ
სიჩქარე CE-300
მაქს. 300 მ/წთ
პნევმატური მონაცემები
დააყენეთ წნევა 6,5 ბარი
მინ. წნევა 6 ბარი
მოდელი CE-300
სიმძლავრე 3.2kVA, 380VAC/50Hz/20A
საკონტროლო ძაბვა 12VDC/24VDC
1.1.1 დამოუკიდებელი ჰიდრავლიკური ლილვის შახტის დამჭერი მკლავის ტიპის ორმაგი სამუშაო სადგურის გადახვევა, ჰაერის ლილვის გარეშე, ჰიდრავლიკური დატვირთვა, დაზოგავს მექანიკური სტრუქტურის დატვირთვის ღირებულებას. AB ლილვის ავტომატური ბორბლის მონაცვლეობა, მასალის ნაკლები ნარჩენები.
1.1.2 მაქს. განტვირთვის დიამეტრი: 1600 მმ
1.1.3 ავტომატური დაძაბულობის დაყენების დიაპაზონი: 3-70 კგ სრული ზღვარი
1.1.4 დაძაბულობის სიზუსტე: ± 0.2 კგ
1.1.5 ქაღალდის ბირთვი: 3" 6"
1.1.6 დაძაბულობის კონტროლის სისტემა: ლილვის ტიპის დაძაბულობის დეტექტორი ზუსტი პოტენციომეტრის გამოვლენის დაძაბულობით, პროგრამირებადი PLC-ის ცენტრალიზებული კონტროლი
1.1.7 მამოძრავებელი კონტროლის სისტემა: PIH ცილინდრის დამუხრუჭება, მბრუნავი ენკოდერის სწრაფი უკუკავშირი, ზუსტი წნევის მარეგულირებელი სარქველი დახურული მარყუჟის კონტროლი, პროგრამირებადი კონტროლერი PLC ცენტრალიზებული კონტროლი
1.1.8 დაძაბულობის დაყენება: წნევის მარეგულირებელი სარქვლის ზუსტი დაყენებით
1.2 ავტომატური კრეფის, ჭრის მოწყობილობის შესანახი ტიპი
1.2.1 პნევმატური ძრავის ბუფერით მართული შენახვა, უზრუნველყოფს სტაბილურ დაძაბულობას ქაღალდის კრეფისას.
1.2.2 ცალკე ჭრის სტრუქტურა
1.2.3 PLC ავტომატური გამოთვლა ლილვის ბრუნვის ახალი სიჩქარით და შეინარჩუნეთ სიჩქარე ძირითადი ხაზის სიჩქარით
1.2.4 მასალის დაჭერის როლიკერის მიღება, საჭრელი გატეხილი მასალა. დაძაბულობის კონტროლის შეცვლა, გადატვირთვა შეიძლება ავტომატურად დასრულდეს
1.2.5 როლიკერის შეცვლა წინასწარ განგაში,: სამუშაო დიამეტრი 150 მმ-ს მიღწევისას, მანქანა სიგნალიზაციას მოახდენს
1.3 რექტიფიკაციის კონტროლი: ფოტოელექტრული ჩამკეტის გასწორების კონტროლის სისტემა (bst სტრუქტურა)
2. კორონა (ილიანის მორგებული)
კორონას სამკურნალო სიმძლავრე: 20 კვტ
3. ჰიდრავლიკური ლამინირების ერთეული:
3.1 სამი ლილვაკი ლამინირების ნაერთის სტრუქტურას, უკანა პრესის როლიკებით, შეუძლია გააძლიეროს რთული ლილვაკი, თანაბარი მყარი.
3.2 სილიკონის რეზინის როლიკერის ამოღება: ნაერთი პროდუქტი ადვილად ხვდება გაგრილების როლიკებით, Hydraulic-ს შეუძლია მჭიდროდ დაჭერა.
3.3 მოსახვევი რულონის ფირის გაბრტყელების სტრუქტურა: შეუძლია ფილმის სწრაფი განლაგება
3.4 ნაერთი საკვები მასალის მორგება როლიკებით შეუძლია გადალახოს ფილმის მასალის სისქე არათანაბარი და ასე შემდეგ სისუსტე
3.5 მაღალი წნევის აფეთქება სწრაფად იწოვს ჯართს.
3.6 რთული გამოსასვლელი საჭრელი როლიკერი
3.7 რთული როლიკერი ამოძრავებს ძრავას დამოკიდებულად
3.8 რთული როლიკებით ამოძრავებული ძრავა აკონტროლებს იაპონიის სიხშირის კონტროლერს
სპეციფიკაცია:
(1) რთული როლიკერი:¢ 800 × 1300 მმ 1 ც.
(2) რეზინის როლიკერი:¢ 260 × 1300 მმ 1 ც.
(3) დაჭერის როლიკერი:¢ 300 × 1300 მმ 1 ც.
(4) შემავსებელი ზეთის ცილინდრი: 63 × 150 2 ც.
(5) ამოღების როლიკერი: 130 × 1300 1 ც.
(6) 11 კვტ ძრავა (შანხაი) 1 კომპლექტი
(7) 11 კვტ სიხშირის გადამყვანი (JAPAN YASKAWA)
(8) როტაციის კონექტორი: (2.5"2 1.25"4)
4. ექსტრუდერი (სიმაღლის ავტომატური რეგულირება)
4.1 ხრახნის დიამეტრი:¢ 110,მაქს ექსტრუდერი დაახლოებით:250კგ/სთ (იაპონური ტექნოლოგია)
4.2 T-die (ტაივანის GMA)
4.2.1 ყალიბის სიგანე:1400მმ
4.2.2 ყალიბის ეფექტური სიგანე:500-1200მმ
4.2.3 ყალიბის ტუჩის უფსკრული: 0.8მმ, საფარის სისქე: 0.008-0.05მმ
4.2.4 საფარის სისქის შეცდომა:≤±5%
4.2.5 ელექტრული გამაცხელებელი მილი გათბობის შიგნით, გათბობა მაღალი ეფექტური, ტემპერატურის სწრაფად ზრდა
4.2.6 მთლიანად დახურული გადასასვლელი, ჩაყრის სიგანის კორექტირება
4.3 ქსელის მოწყობილობების სწრაფი შეცვლა
4.4 წინ და უკან სიარული, შეუძლია ტროლეის ავტომატურად აწევა, აწევის დიაპაზონი: 0-100 მმ
4.5 ჩამოსხმის 7 ზონის ტემპერატურის კონტროლი. ხრახნიანი ლულის 8 სექციის ტემპერატურის კონტროლი. კონექტორი 2 ზონის ტემპერატურის კონტროლი იღებს ინფრაწითელ გათბობის ერთეულებს.
4.6 დიდი სიმძლავრის შემცირების გადაცემათა კოლოფი, მყარი კბილი (გუო ტაი გუო მაო)
4.7 ციფრული ტემპერატურის კონტროლერი ტემპერატურის ავტომატური კონტროლი
ძირითადი ნაწილები:
(1) 45 კვტ AC ძრავა (შანხაი)
(2) 45KW სიხშირის გადამყვანი (JAPAN YASKAWA)
(3) ციფრული ტემპერატურის კონტროლერი 18 ც
(4) 1.5KW ფეხით ძრავა
5. პნევმატური მრგვალი დანის საჭრელი მოწყობილობა
5.1 ტრაპეციული ხრახნიანი განივი რეგულირების მოწყობილობა, შეცვალეთ ქაღალდის ჭრის სიგანე
5.2 პნევმატური წნევის საჭრელი
5.3 5.5 კვტ მაღალი წნევის კიდეების შთანთქმა
6. გადახვევის განყოფილება: 3D მძიმე სამუშაო სტრუქტურა
6.1 გადახვევის ჩარჩო:
6.1.1 ხახუნის ტიპის ელექტრო ორმაგი სადგურის გადახვევის მანქანა, მაღალსიჩქარიანი ავტომატური ჭრის და მზა მასალის კრეფა, ავტომატური გადმოტვირთვა.
6.1.2 მაქს. გადახვევის დიამეტრი: 1600 მმ
6.1.3 შემობრუნების სიჩქარე: 1r/წთ
6.1.4 დაძაბულობა: 3-70 კგ
6.1.5 დაძაბულობის სიზუსტე: ± 0.2 კგ
6.1.6 ქაღალდის ბირთვი: 3″ 6″
6.1.7 დაძაბულობის კონტროლის სისტემა: ცილინდრის ბალიში ცურავს მცურავი როლიკერის ტიპის სტრუქტურას, დაძაბულობა გამოვლინდება ზუსტი პოტენციომეტრით და პროგრამირებადი კონტროლერი PLC ცენტრალიზებულად აკონტროლებს დაძაბულობას. (იაპონური SMC დაბალი ხახუნის ცილინდრი) 1 კომპლექტი
6.1.8 წამყვანის მართვის სისტემა: 11KW ძრავის წამყვანი, მბრუნავი ენკოდერის სიჩქარის გამოხმაურება, Senlan AC ინვერტერის ორმაგი დახურული მარყუჟის კონტროლი, პროგრამირებადი კონტროლერი PLC ცენტრალიზებული კონტროლი. 1 კომპლექტი
6.1.9 მუდმივი დაძაბულობის დაყენება: წნევის რეგულატორის ზუსტი დაყენება (იაპონიის SMC)
6.1.10 კონუსური დაჭიმვის დაყენება: თვითნებურად დაყენებული კომპიუტერის ეკრანით, PLC კონტროლით, კონვერტაციით ელექტრო/ჰაერის თანაფარდობით (იაპონიის SMC)
6.2 ავტომატური კვების და ჭრის მოწყობილობა
6.2.1 შერწყმა საყრდენი ლილვაკები კონტროლდება PLC-ით, რათა ძრავა ამოძრავებდეს, რათა მასალა მოშორდეს რუბლს გორგოლაჭს.
6.2.2 ჰიდრავლიკური დამოუკიდებელი საჭრელი მექანიზმი
6.2.3 PLC კრეფის პროცესის ავტომატური გაანგარიშება, მოცულობის შეცვლა სრულდება გასაღებით
6.2.4 საყრდენი როლიკერის ფუნქცია, ჭრის მასალა, გადატვირთვა და ა.შ. ავტომატურად სრულდება
6.2.5 სპეციფიკაციები
(1) ხახუნის როლიკერი: ¢700x1300 მმ 1 ბარი
(2) გრაგნილი ძრავა: 11 კვტ (შანხაი ლიჩაო) 1 კომპლექტი
(3) გადაცემათა კოლოფი ჩამოშვებული: გამაგრებული ზედაპირის ხვეული გადაცემათა კოლოფი (ტაილანდი მაუ)
(4) ინვერტორი: 11 კვტ (იაპონური იასკავა) 1 კომპლექტი
(5) საყრდენი როლიკებით გადაცემათა კოლოფი: ძალის 1 კომპლექტი
(6) სიჩქარის შემმცირებელი: მყარი კბილი 1 ძალის კომპლექტი
(7) მოძრავი სიარულის სიჩქარის შემცირება: ძალის 1 კომპლექტი
(8) ჩამშვები ჰიდრავლიკური სადგური
7. ავტომატური საჰაერო ლილვის გამწევი
8. წამყვანი განყოფილება
8.1 მთავარი ძრავა, გადამცემი ქამარი იღებს სინქრონულ ქამარს
8.2 ძრავის შერევა, გადახვევა და გადახვევა: ამძრავი ღვედი იყენებს რკალის გადაცემას, ჯაჭვს და სინქრონულ ქამრის გადაცემას
8.3 ძირითადი ამძრავი გადაცემათა კოლოფი: ზეთის ჩაძირული ხვეული მექანიზმის დალუქვა, ხაზის ხვეული გადაცემათა კოლოფი
9. კონტროლის განყოფილება
დამოუკიდებელი ელექტრო კაბინეტი, ცენტრალიზებული კონტროლი, კომპოზიტური მდებარეობა ცენტრალიზებული საკონტროლო კაბინეტის ფუნქციონირებით. მანქანების ავტომატიზაციის სისტემა PLC (hollsys) მოწყობილობის კომპლექტის გამოყენებით, მაღალი დამუშავების უნარით და ადამიანი-მანქანის დიალოგის სიგნალები ინტერფეისს შორის ქსელური კომუნიკაციის გამოყენებით. PLC, ექსტრუზიის განყოფილება, ადამიანი-მანქანა დიალოგის ინტერფეისი მამოძრავებელ სისტემას შორის და წარმოადგენს ინტეგრირებულ ავტომატურ მართვის სისტემას. ნებისმიერი პარამეტრის დაყენება შესაძლებელია, ავტომატური გაანგარიშებით, მეხსიერებით, დეტექტირებით, განგაშით და ა.შ. შეუძლია ვიზუალური ჩვენების მოწყობილობის დაძაბულობა, სიჩქარე, საფარის სისქე, სიჩქარე და სხვადასხვა სამუშაო მდგომარეობა.
10. სხვები
11.1 სახელმძღვანელო როლიკერი: ალუმინის შენადნობის სახელმძღვანელო რულონის მყარი ანოდიზაცია, მოძრაობის პროცესი
11.2 დაბალი ძაბვის აპარატი France Schneider, omron Japan და ა.შ.
11.ნაწილების ბრენდი
11.1 PLC (Beijing Hollysys)
11.2 სენსორული ეკრანი (ტაივანი)
11.3 სიხშირის გადამყვანი: იაპონური Yaskawa
11.4 მთავარი ძრავა: შანხაი
11.5 დაბალი ხახუნის ცილინდრი (იაპონური SMC)
11.6 AC CONTACTOR (შნაიდერი)
11.7 ღილაკი (შნაიდერი)
11. სტატიკური მიქსერი (ტაივანი)
11.9 ცილინდრიანი წნევის მარეგულირებელი სარქველი (ტაივანი)
11.10 მაგნიტური გაცვლის სარქველი (ტაივანი)
11.11 ზუსტი წნევის მარეგულირებელი სარქველი (SMC)
12.მომხმარებლის თვითმმართველობის უზრუნველყოფს საშუალებები
12.1 ტექნიკის სივრცე და საფუძველი
12.2 მანქანების ელექტრო კარადის საშუალებების მიწოდება
12.3 მანქანა დანადგარების წყალმომარაგება კარიბჭეში და მის გარეთ (მყიდველი ამზადებს წყლის ჩილერს)
12.4 აპარატის გაზის მიწოდება სტომატალში და მის გარეთ
12.5 გამოსაბოლქვი მილი და ვენტილატორი
12.6 მზა ხელსაწყოს საბაზისო მასალის შეგროვება, ჩატვირთვა და გადმოტვირთვა
12.7 სხვა ობიექტები, რომლებიც არ არის ჩამოთვლილი ხელშეკრულებაში
13. სათადარიგო ნაწილების სია:
| არა. | სახელი | სპეც. |
| 1 | თერმოწყვილი | 3M/4M/5M |
| 2 | ტემპერატურის კონტროლერი | ომრონმა |
| 3 | მიკრომარეგულირებელი სარქველი | 4V210-08 |
| 4 | მიკრომარეგულირებელი სარქველი | 4V310-10 |
| 5 | სიახლოვის შეცვლა | 1750 წ |
| 6 | მყარი რელე | 150A-75A |
| 7 | სამგზავრო გადამრთველი | 8108 |
| 10 | გათბობის ერთეული | ϕ90*150 მმ, 700 ვტ |
| 11 | გათბობის ერთეული | ϕ350*100 მმ, 1.7 კვტ |
| 12 | გათბობის ერთეული | 242*218 მმ, 1.7 კვტ |
| 13 | გათბობის ერთეული | 218 * 218 მმ, 1 კვტ |
| 14 | გათბობის ერთეული | 218 * 120 მმ, 800 ვტ |
| 15 | შნაიდერის ღილაკი | ZB2BWM51C/41C/31C |
| 16 | საჰაერო მამალი | |
| 17 | მაღალი ტემპერატურის ლენტი | 50მმ*33მ |
| 18 | ტელფონის ლენტი | |
| 19 | კორონა როლიკერის საფარი | 200*1300 მმ |
| 20 | სპილენძის ფურცელი | |
| 21 | ეკრანის ფილტრი | |
| 22 | ცირკულირება ჭრილები | 150*80*2.5 |
| 23 | პნევმატური კონექტორი | |
| 24 | საჰაერო იარაღი | |
| 25 | წყლის სახსარი | 80A-40A |
| 27 | ხრახნები და სხვა | |
| 28 | გადაადგილების ჯაჭვი | |
| 29 | ხელსაწყოს ყუთი |
ძირითადი ნაწილები და სურათი:
| ძირითადი ნაწილებიმოდელი | WSFM1300C ავტომატური ექსტრუზიის საფარის მანქანა | |
| ექსტრუდერი | სიმაღლის ავტომატური რეგულირების ექსტრუდერიძრავა: 45 კვტ ხრახნის დიამეტრი: 110 მმ |  |
| ინფრაწითელი გათბობის მოწყობილობები |  | |
| თ მოკვდეს | ტაივანის GMAსიგანე: 1400 მმ |  |
| განტვირთვის სტრუქტურა | 300მ/წთ ავტომატური შერწყმა |  |
| ჰიდრავლიკური ლილვის გარეშე განტვირთვა3/6 დიუმიანი ქაღალდის ბირთვი, მძიმე მოვალეობა |  | |
| კორონას მკურნალობა | 20KW, Yilian მორგებულია |  |
| ვებ სახელმძღვანელო | BST სტრუქტურა |  |
| ხიდი | ალუმინის მასალა |  |
| შემადგენელი როლიკერი | Ф800 მმ, მყარი ქრომი 0.07 მმ |  |
| შემადგენელი ნაწილი | ჰიდრავლიკური წნევის დაცვის სისტემა, უკეთესი შემაკავშირებელი, წნევა უფრო ერთგვაროვანი, საფარის ხარისხი უკეთესიავტომატური ფირის გრაგნილი სისტემა |  |
| ჭრის მოწყობილობა | ტაივანის პნევმატური მორთვაქვედა დანა: Ø 150 × Ø120 × 17-13 ზედა დანა: Ø 150 × Ø80 × 2.5 |  |
| კიდეების აფეთქება | ჰაერის შეწოვის ტიპი, 5.5KW |  |
| გადახვევის სტრუქტურა | 300მ/წთ ავტომატური გადახვევამძიმე ხახუნის გადახვევა (ქარხნული პატენტი) |  |
| ღერძის გამწევი | საჰაერო ლილვის ავტომატურად გაყვანა და დაყენება |  |
| სიხშირის ინვერტორი | იაპონია იასკავა |  |
გათიშვა (ავტომატური სპლაისერი) → ვებ-გამმართველი → კორონას გამწმენდი → ექსტრუზიის და შედგენის ნაწილი კიდეების მორთვა → გადახვევა



